
E-mail-formatfejl
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Hvilket værktøj har jeg brug for til min die -rollebesætning?
Vi opfordrer dig til at kontakte os i dag for at diskutere dit projekt og lære, hvordan vi kan optimere omkostningerne og kvaliteten af dit die casting -projekt.
Alle die casting -design er unikke og kræver tilpasset værktøj til at fremstille delen. Kompleksiteten og størrelsen på værktøjet er ofte overraskende for dem, der ikke er bekendt med processen. I denne artikel vil vi gennemgå de værktøjsstykker, der kræves for at producere en støbning med høj tryk.
Hvilket værktøj har jeg brug for?
Hver casting kræver en rollebesætning og en trimmør. Brugerdefinerede CNC -inventar kræves også, hvis bearbejdningsoperationer udføres.
Die rollebesætning dør
HøjtryksstøbningDies er tunge stålforme designet til at støbe aluminium eller zink med højt tryk.
En die -rollebesætning har to halvdele, omslaget og ejektoren dør.
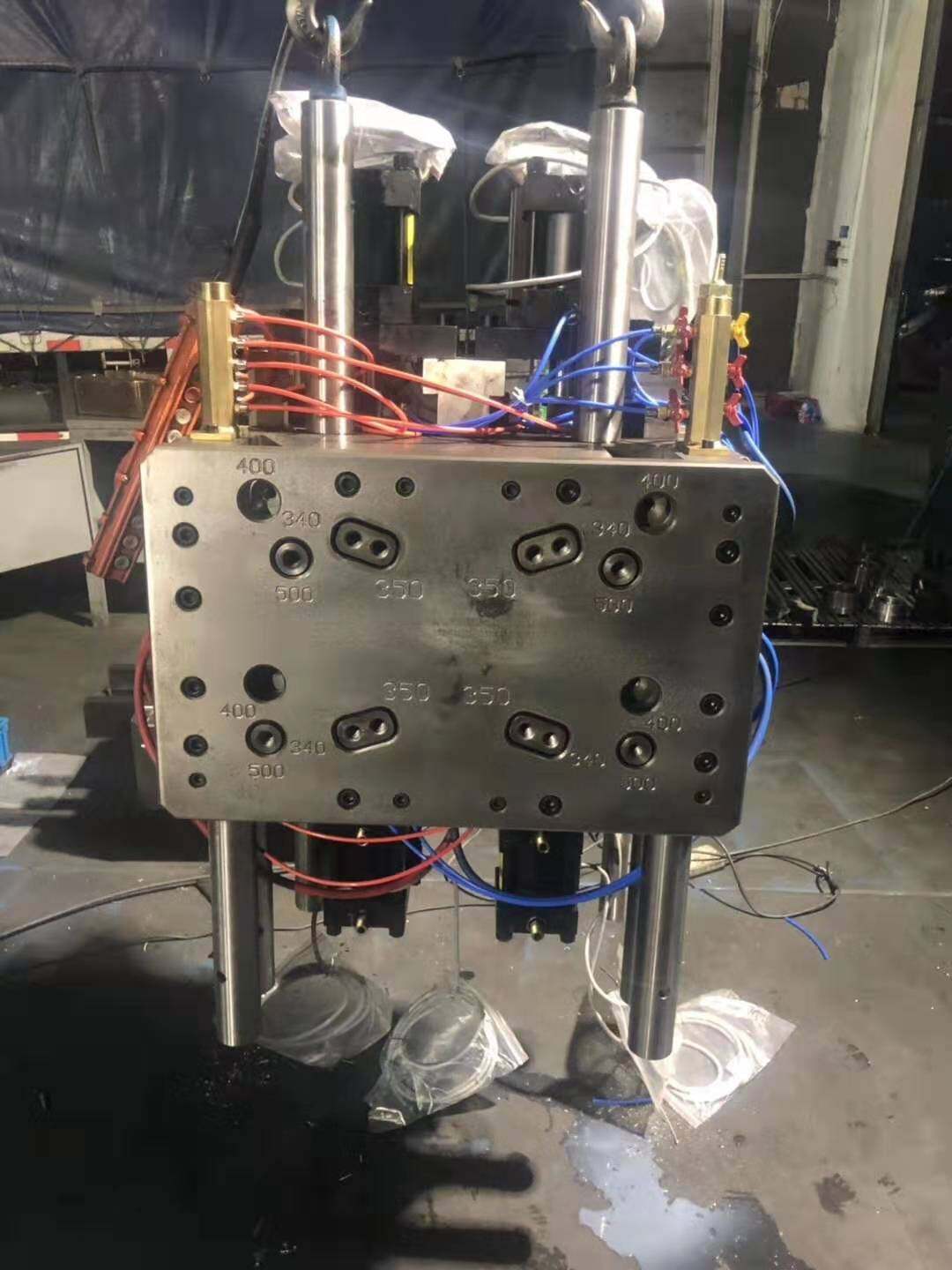
Dækslet dør kan identificeres ved skudhullet, hvor det kolde kammer (skud ærme) indsættes.
Ejector -matrisen indeholder løberen og de bevægelige ejektorstifter, der striber støbningen fra matrisen. Ejector -matrisen er designet til at trække støbningen fra dækslet halvdelen, når maskinen åbner. Ansigten på støbningen med funktioner som kerner, lysbilleder og metalbesparere er typisk placeret i ejektorens halvdel. Dette får støbningen til at skrumpe videre til ejektoren med mere kraft end dækslet og gør det muligt at stribe fra dækslet halvdelen, når maskinen åbner.
Diehulrummet er den arbejdsdel af matrisen, der danner støbningen. Diehulrummet er lavet af højkvalitets, varmebehandlet H-13-værktøjsstål, som kan modstå højhastighederne, temperaturen og trykket i støbningsprocessen.
Hulrummet inkluderer også løberen, overløbet og udluftningssystemet til at transportere det smeltede metal fra skudbuffet til diehulen. Korrekt gating og udluftningsdesign er afgørende for at producere kvalitetsstøbning.
Diehulrummet holdes på plads af indehaverblokken. Holderblokken er bearbejdet fra 4140 stål, fordi det ikke vil blive udsat for smeltet metal. Holderblokken huser også justeringsstifterne og bøsningerne for at sikre, at dækslet og ejektorhulrummet er perfekt matchet. Flytning af glidekomponenter såsom hydrauliske cylindre og mekaniske cams er også til huse i indehaverblokken.
Flytning af lysbilleder bruges, når et casting -design har interne funktioner, der er vinkelret på afskedslinjen. Slides bevæger sig på plads under injektionen af metallet og trækkes derefter tilbage, før delen skubbes ud af matrisen. Slides kan bevæge sig mekanisk med CAM'er eller med hydrauliske cylindre.
Dies kan designes til at producere en enkelt del eller flere hulrum på én gang.
Små, enkle støbegods kan ofte produceres ved hjælp af enhedsdyer. Enhedsdies er små, billige dør, der er placeret i en standardenhedsholder. Enheden dør indeholder hulrummet, udluftning og en del af løbersystemet. Kunden køber og ejer enheden Die, mens Die Caster typisk ejer enhedsholderen. Et par standardstørrelsesenheder er 10 ”x 12”, 12 ”x 14” og 15 ”x 18”. Enhedsdies kan fremstilles til en brøkdel af en omkostning som en uafhængig matrice, fordi du i det væsentlige køber hulrumsdelen af matrisen.
Trim dør
Figur 12 Die-støbte dele og porte, der kræver trimning
Når en støbning fjernes fra matrice, er den knyttet til løberen, overløbet og udluftningssystemet. Der vil også være en vis flash rundt om afskedslinjen og dække korede huller. Flash opstår, når smeltet metal presses uden for hulrummet. Dette overskydende materiale skal fjernes, før støbningen kan behandles yderligere. Dette opnås med brugerdefinerede trimdiater.
En trimmør bruges til at forskyde løberen og oversvømmer fra støbningen såvel som punch åbne kerrede huller. Trim-dies placeres i lodrette hydrauliske presser, typisk 30-100 ton. Ligesom rollebesætning dies, kan trim -dies være meget enkel og billig, men kan også blive kompliceret med bevægelige slag.
Den nederste del af trimmen indeholder reden. Rederne holder og understøtter castingen sikkert under trimning for at sikre, at den ikke er forvrænget. Den øverste del af trimmen indeholder saks. Saksen fjerner porte og løber over, mens slag åbner kyede huller. Fjedre og nitrogenstød bruges til at stribe støbningen fra saks, når trimning er afsluttet.
CNC -bearbejdningsarmaturer
Figur 15 Horisontal CNC -bearbejdningsarmatur
Der kræves specielt designede inventar for at holde støbningen, når CNC -fræsning og tapping er påkrævet. Fixtures er designet til sikkert at holde castingen, mens du giver adgang til alle funktioner, der kræver bearbejdning. Støbegods er fastgjort ved hjælp af mekaniske klemmer eller med hydrauliske cylindre.
Støbegods, der kræver at tænde for en CNC -drejebænk, kræver også specielle kæber, men de er typisk mindre komplekse og dyre end for CNC -møller.
Vi har en lang række CNC -udstyr til alle typer bearbejdning og enhver størrelsesproduktionskørsel. Vi vil arbejde sammen med en af vores fixturleverandører for at designe en økonomisk løsning til dine bearbejdningsbehov.
Kompleksiteten og omkostningerne ved støbt værktøj kan virke skræmmende. Vi evaluerer dine behov og præsenterer et omfattende værktøjscitat til dit projekt. Vi vil derefter arbejde med et af vores erfarne værktøj og die leverandører til at designe og opbygge vores kundes brugerdefinerede værktøj.