
E-mail-formatfejl
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Die casting form (koldt kammer)
Die casting form (koldt kammer)
1. Hvilke dele består af?
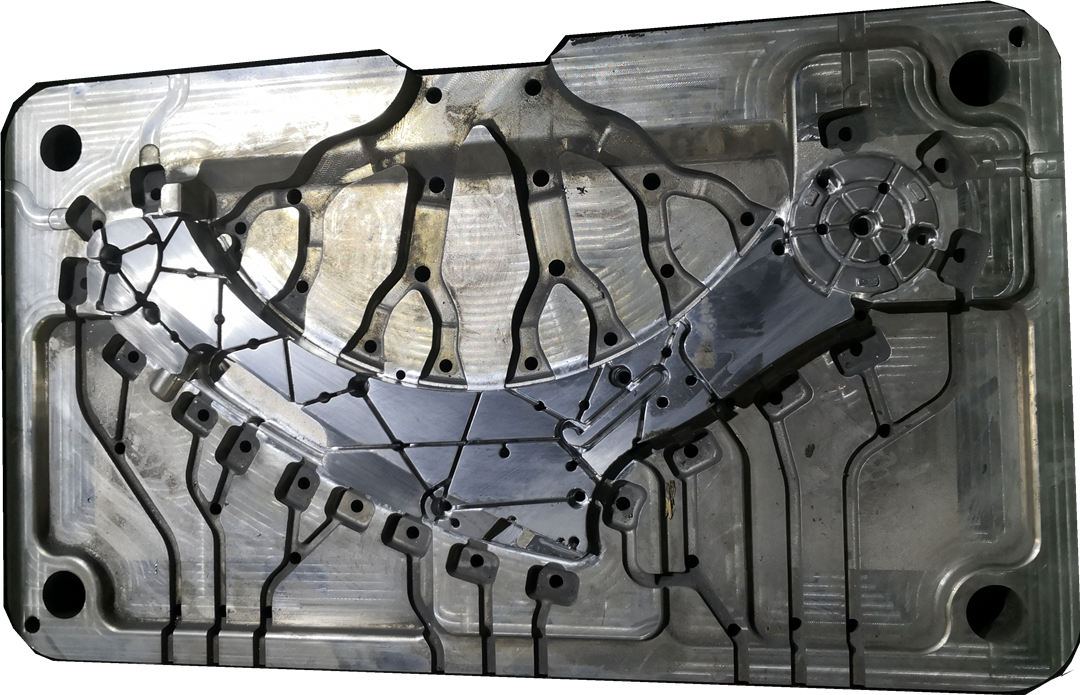
A: Strukturen af den støbte form kan opdeles i følgende dele i henhold til dens funktioner: (figur nedenfor)
(1) danner del (bevægende kerne, danner indsats, kerne osv.)
(2) Mframe del (bevægelig skimmelplint, AB -plade, beslag og fod)
(3) Bypass -system (hældende udløbsdæksel, afledningskegle, tværgående hældningskanal og indløbsventil
(4) Overløb udladningssystem (overløbstank, dampudstødning)
(5) Top out -mekanisme (modpan, modpane -fastgørelsesplade, top pladen, nulstil stang)
(6) Guide dele (guide -kolonne, guide ærme, mellemguide søjle, mellemguide ærme)
(7) Kerneekstraktionsmekanisme (kerneekstraktionsskyder, skrå guide -kolonne, kompakt blok, forår osv.)
(8) Andet (kølesystem, varmesystem, forstærkning af kolonne osv.)
2. Hvilket materiale er forårsaget af den støbte form?
A: Vores die-casting form er hovedsageligt lavet af følgende stålprodukter:
)
(2) 45 # stål (som a, b plade, skyder, skrå guide søjle osv.)
)
(4) A3 -stål (for- og bagformsplints, bakke, pinplade, die fod osv.)
3. Hvad er varmebehandlingshårdheden i den die-støbte die-kerne? Hvad er konsekvenserne af at være for bløde og for hårde?
A: Den maksimale hårdhed af die kernevarmebehandlingen er: HRC45 ~ 48. Behandlingen er for blød (lavere end HRC43), die -kernen er let at kollapse, deformation og klæbemiddel; Hvis behandlingen er for hård (højere end HRC50), er die-kernen let at sprænge, og nogle dele når HRC58-60 efter nitrid (f.
4. Hvad er de faktorer, der betragtes i støbestyring, når de vælger en støbemaskine?
Svar: (1) Die -installation (dvs. om denne die -støbemaskine kan installeres med denne form er relateret til den indre bjælkeafstand og placering af Corolin -søjlen);
)
(3) støbekraft (når det rimelige specifikke tryk justeres, er støbekraften tilstrækkelig til at låse formen);
(4) trykbeskyttet specifikt tryk (sikring af kvaliteten af støbningsdelene);
(5) Åbn mode -turen (kan tage produktet ud).